
An expanding gold mining operation in the Caribbean recently faced a significant challenge at one of its transfer points, where sticky ore – especially problematic during the hot summer months – was causing blockages and excessive maintenance.
To solve the issue, the mine turned to South Africa-based Weba Chute Systems, renowned for its custom-engineered transfer point solutions. According to Technical Manager Dewald Tintinger, the problematic chute was a large 10 metre or three-storey-high transfer point that received run-of-mine ore from a conveyor. However, the original placement of the head pulley was not conducive to smooth material flow.
“One of the core benefits of Weba Chute Systems is our dead box design, which allows material to form a protective layer on the chute’s internal surfaces,” says Tintinger. “This not only significantly reduces wear but also extends the chute’s service life and lowers total cost of ownership.”
He adds that the dead box design also minimises maintenance, avoiding the frequent liner replacements required with conventional steel-lined chutes, saving time, cost and improving safety.
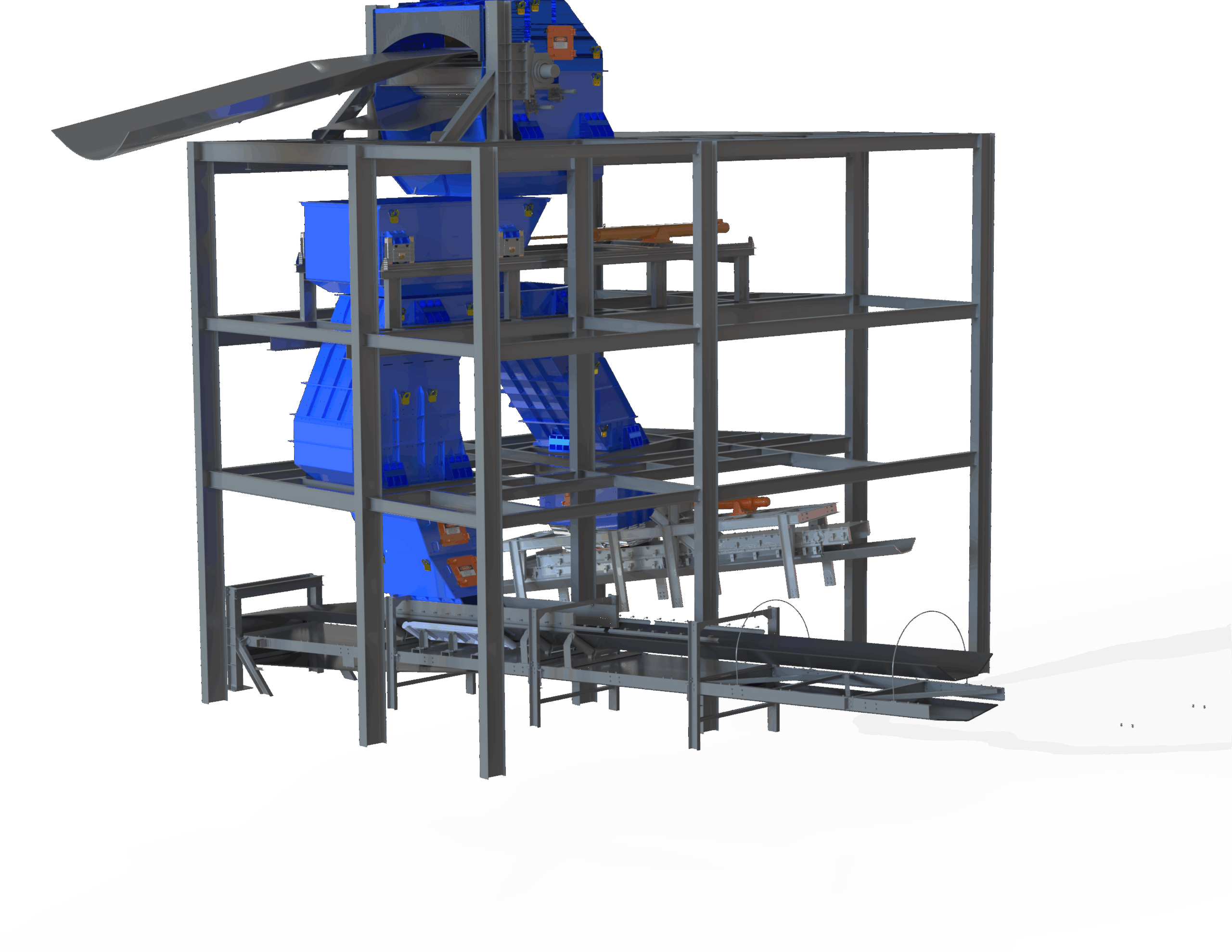
To effectively channel the sticky ore, Weba Chute Systems engineered a large bifurcated chute. The main chute was designed at a precise angle to allow the bulk of the ore to flow freely through the dead box section, while a smaller chute with liners accommodated a minor portion of the material.
Crucially, implementing this design required relocating the head pulley. “We conducted extensive investigations including sampling and testing the ore to understand its flow characteristics,” Tintinger explains. “By calibrating our discrete element modelling (DEM) software with real test data – including static and dynamic angle of repose – we were able to define the exact positioning of the head pulley for optimal flow.”
Given the height of the transfer point, another key consideration was managing material velocity. “To control the speed and impact of the ore, we included reverse-flow sections within the chute,” he notes. “These strategically interrupt the trajectory, reducing wear and the need for ongoing maintenance.”
Tintinger concludes that the project highlights Weba Chute Systems’ ability to solve even the most demanding materials handling issues through customised engineering. “This installation is another example of how our solutions deliver lasting value, even in complex and remote mining environments.”
The post Weba custom chute solution tackles sticky gold ore challenge appeared first on International Mining.